|
|
定位零部件 |
|
定位件是工装夹具中重要的组成部分。在工装夹具设计时,选择正确的定位方案是保证工艺精度的关键。 正确的定位方案往往使工件装夹和夹具制造变得容易而精确,有效地提高效率和降低制造成本。反之,工装夹具可能变得极其复杂而昂贵,装夹也异常困难,而且精度难以达到预期要求。 |
杰根斯既有传统的定位零部件,诸如精密定位销、导销、支撑件,也有一系列独特的产品,诸如机械式辅助支撑 (浮动支撑),膨胀式T槽定位键,自定心精密胀紧销,以及测量球,等等。 |
| 杰根斯提供的不只是产品,更是工装夹具经验和较佳的方案。 |
| |
|
| |
|
| |
测量球 |
|
|
 注: 球头与轴体直接以特殊焊接方式联接, 所以当球头侧向受力过大时, 球头会从轴上脱落. 从而避免由于球轴意外受力弯曲而产生的安装和检测误差. |
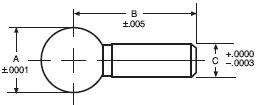
夹具定位球 (光轴)
这些工具球用焊接技术装配而成, 焊接后依然保持起初的高精确度和光洁度. |
- 材料: 440-C 型不锈钢, 淬火硬化至 Rc 58-62
- 球对轴偏心误差不超过0.0002英寸
- 提供产品CAD图形文件
- 两件焊接结构
|
件号 |
A |
B |
C |
29001 |
.250 |
.56 |
.1247 |
29002 |
.375 |
.75 |
.1872 |
29003 |
.500 |
.94 |
.2497 |
29004 |
.625 |
1.06 |
.3122 |
29005 |
.750 |
1.25 |
.3747 |
29006 |
.875 |
1.44 |
.4372 |
29007 |
1.000 |
1.62 |
.4997 |
|
 |
|
|
 |
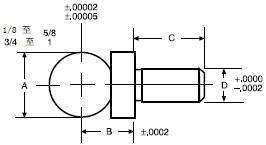
基准球 (带参照侧肩)
杰根斯的检测球比夹具定位球具有更精密的公差, 产品上准确固定的侧肩提供正向定位, 再定位或复位.
- 材料: 440-C 型不锈钢, 淬火硬化至 Rc 58-62
- 球对轴偏心误差不超过0.0002英寸
- 提供产品CAD图形文件
- 两件焊接结构
|
|
| |
 |
件号 |
A |
B |
C |
D |
*29010 |
.125 |
.0938 |
.2812 |
.1255 |
29011 |
.250 |
.200 |
.36 |
.1247 |
29012 |
.375 |
.300 |
.45 |
.1872 |
29013 |
.500 |
.400 |
.54 |
.2497 |
29014 |
.625 |
.450 |
.61 |
.3122 |
29015 |
.750 |
.500 |
.75 |
.3747 |
29016 |
.875 |
.600 |
.84 |
.4372 |
29017 |
1.000 |
.700 |
.92 |
.4997 |
*29010仅提供碳化钨球, 洛氏硬度为91.5-92.5
**如有要求,可提供公制 |
|
|
 |
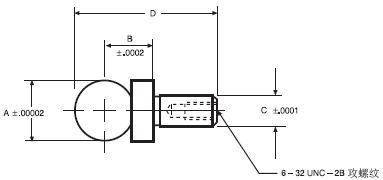
基准球 (带参照侧肩及尾部螺孔)
该检测球安装时不需压球头,可由下将其拉入配合孔或衬套 (通过球轴上的螺孔配合螺钉实现).
- 材料: 440-C 型不锈钢, 淬火硬化至 Rc 58-62
- 球对轴偏心误差不超过0.0002英寸
- 提供产品CAD图形文件
- 两件焊接结构
|
| |
 |
件号 |
A |
B |
C |
D |
29021 |
.5000 |
.3125 |
.2499 |
.96 |
|
|
|
| |
|
|
| |
|
| |
|
|

 工作机会 订购流程
工作机会 订购流程 



