|
|
定位零部件 |
|
定位件是工装夹具中重要的组成部分。在工装夹具设计时,选择正确的定位方案是保证工艺精度的关键。 正确的定位方案往往使工件装夹和夹具制造变得容易而精确,有效地提高效率和降低制造成本。反之,工装夹具可能变得极其复杂而昂贵,装夹也异常困难,而且精度难以达到预期要求。 |
杰根斯既有传统的定位零部件,诸如精密定位销、导销、支撑件,也有一系列独特的产品,诸如机械式辅助支撑 (浮动支撑),膨胀式T槽定位键,自定心精密胀紧销,以及测量球,等等。 |
| 杰根斯提供的不只是产品,更是工装夹具经验和较佳的方案。 |
| |
|
| |
|
| |
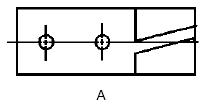
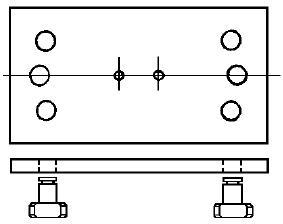
杰根斯的装夹方法和传统方法的比较 |
| |
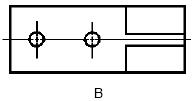
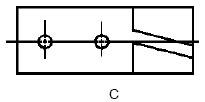
制作一个夹具用于在铸件A, B, C中铣槽 (使用相同定位销). |
| |
|
| |
现行方法
总共需要11.2小时来完成如下工作: 加工倒了边的夹具基础板;
铣夹具键槽; 钻定位销孔和攻定位螺丝孔.
 |
杰根斯方法
只要5.5小时就可制成钻有夹具键孔和定位销孔的夹具.
 |
| 现行方法 |
时间 |
| 1.一边倒角. |
.5小时 |
| 2.在座标镗床上定位,钻定位点和两个定位销孔 |
1.75小时 |
| 3.再定位,并铣出两个夹具键槽 |
1.75小时 |
| 4.再定位,用两个键或其他定位工具定位,铣出两个键槽 |
2.35小时
|
| 5.在对面槽位重复以上步骤 |
2.35小时 |
| 6.钻/攻出六个孔来把夹具键固定在键槽 |
1.5小时 |
| 7.设置并检测(如果不准确, 需要返工) |
1.0小时 |
| 总计时间: |
11.2小时 |
|
| 杰根斯方法 |
时间 |
1.省去 |
|
2.一个设置步骤完成确立定位孔和夹具键的工作 |
4.5小时 |
3.省去 |
|
4.省去 |
|
5.省去 |
|
6.省去 |
|
7.检查起初的设置工作 |
1.0小时 |
总计时间: |
5.5小时 |
|
|
|
|
| |
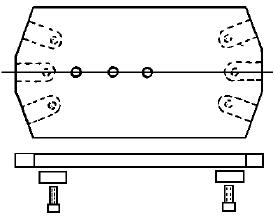
利用这一特别的夹具 - 节省50%以上的设置安装时间! |
| |
|
|
| |
|
| |
|
|

 工作机会 订购流程
工作机会 订购流程